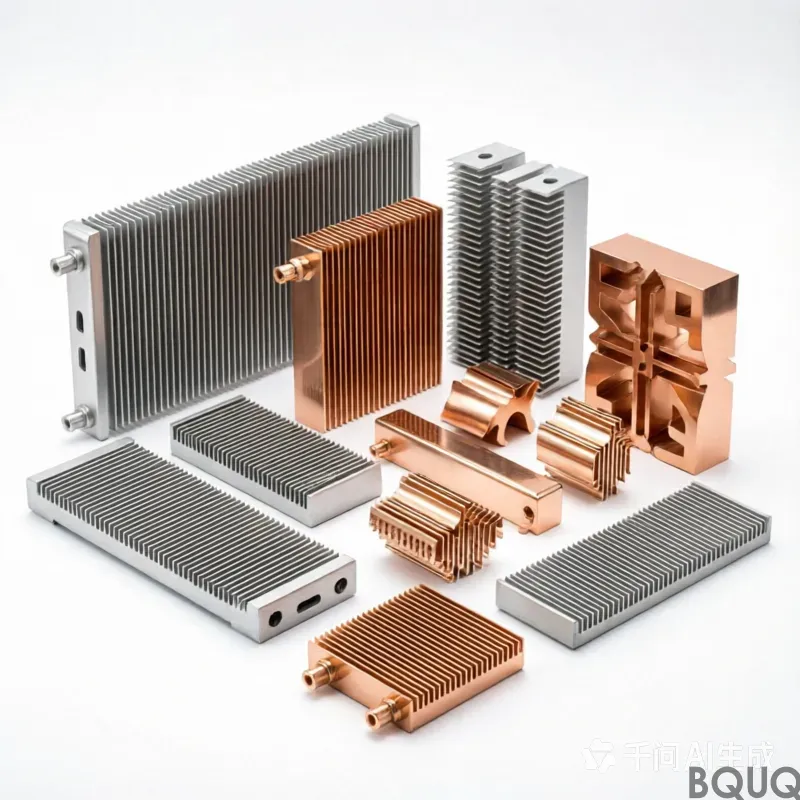
散热片精密制造工艺对决:挤压、铲齿、压铸、锻造及CNC的成本性能图谱
一、工艺选择决定热性能上限
一块散热片的最终热阻,由材料的导热性能(材料决定)、对流换热面积(几何决定)以及界面热阻(制造精度决定)三者耦合而成。制造工艺决定了可实现的几何自由度、尺寸精度和内部缺陷水平,因而对性能产生高达30%的差异化影响。
二、铝挤压工艺:效率之王,但受制于细长比
铝挤压是最古老且成本最低的散热片制造技术。将铝棒加热至450-500℃后,用挤压机(挤压力常见为500-5000吨)迫使金属流经模具,形成长条状型材,再切割成所需长度。挤压工艺的优势在于:模具成本相对较低(约2000-8000美元),可通过模具设计实现复杂的非对称形状(如不对称鳍片、底板带凹槽),且材料利用率可达95%以上。
然而,挤压工艺在散热片性能上存在两个根本限制:细长比极限和最小齿厚。细长比(鳍片高度与根部厚度之比)通常不超过20:1,超过此值则铝料在模具出口处因冷却不均匀而发生弯曲、撕裂。这意味着若要求鳍片高度为60mm,厚度不得低于3mm,这严重限制了单位体积内的散热面积。另一方面,最小齿厚限制在0.8-1.0mm(具体视合金和挤压机能力),无法达到铲齿工艺的0.3mm薄齿水平。因此,挤压散热片只能服务于中低功率密度场景(热耗<50W的自然对流或低风速强制风冷)。
三、铲齿切削工艺:突破细长比的空气动力学
铲齿,也称刨削、精密切削,从一整块金属(铝或铜)基板上通过数控刀具一片一片“铲起”鳍片。加工过程:用一特制铲刀以一定角度切入工件,向前推动一段距离后抬起,形成一片直立的鳍片;然后工件步进一个齿间距,重复上述动作。鳍片的厚度、高度和间距均由刀具几何和步进量独立控制,不受材料流动性限制。
铲齿工艺可实现齿厚0.2-0.5mm、齿间距0.5-1.5mm、齿高可达100mm以上的极端几何,且鳍片与底板为同一块材料,没有焊接或嵌合界面,因此零接触热阻。这一特性在高功率密度场景(如100W以上LED、IGBT模块、5G基站AAU)中至关重要。实验数据表明,在相同体积和风量下,铲齿散热器较铝挤压散热器的热阻降低15-25%,较插齿散热器(后文介绍)降低10-15%。
铲齿的成本劣势在于:材料浪费严重(约40%的金属被切削成碎屑),加工时间长(每片数分钟至数十分钟),且刀具磨损极快(每月需要更换多次)。此外,铲齿工艺对机床刚性要求高,一般需要在重型龙门铣床或专用铲齿机上进行。总体而言,铲齿的单件成本是挤压的5-10倍,适用于批量中小、性能优先的场景。
四、插齿/铆合工艺:低成本获得高鳍片密度
插齿是将预先挤压或轧制成的长条状鳍片,通过机械方式(压入、铆接、胶粘)嵌入底板上的凹槽中。这种“分体式”结构使得鳍片和底板可采用不同的材料(如铜底板+铝鳍片),并且鳍片厚度可薄至0.3mm,间距可小至1.0mm。插齿工艺的材料利用率较高(鳍片单独挤压,损耗小),且不需要昂贵的大型铲齿机床。
但插齿的致命弱点是接触热阻。无论嵌合紧密度多高,鳍片根部与底板之间总有微观间隙,这些间隙的空气层热阻高达数百倍于金属。即使采用导热胶填充,其等效热阻仍比一体化结构高出一个数量级。在热流密度高的情况下,插齿处会产生局部热点,导致鳍片根部温度远高于底板平均温度,传热效率下降。插齿散热器热阻通常比铲齿高20-30%,因此更适合于对成本敏感、散热要求中等(50-150W)的工业设备。
五、压铸工艺:复杂三维几何的唯一方案
压力铸造将熔融铝合金(如ADC12)高速注入精密金属模具,快速冷却成型。压铸可以制造出带有复杂内部流道、异形安装座、甚至部分嵌入件的散热壳体。例如,新能源汽车电机控制器外壳通常采用压铸一体成型,外部集成散热鳍片,内部集成水冷通道。压铸的另一优点是表面光洁度好,无需后续加工即可使用。
但压铸散热片存在三个固有问题:气孔率(通常0.5-3%,降低有效导热截面)、最小齿厚限制(由于金属流动前沿凝结,齿厚需>1.2mm)、及不适合热处理强化(气孔在高温下膨胀鼓包)。因此压铸散热片的热导率普遍较低(ADC12仅为96 W/(m·K),远低于6063的200)。为提高热导率,可选用高导热压铸合金如DX17(导热系数约180 W/(m·K)),但其价格显著提高。压铸模具成本极高(2-10万美元),开发周期长(2-4个月),只适合大批量生产。
六、锻造工艺:力学性能最优,但几何受限
将铝或铜棒料在闭式模具中经巨大压力(数百至数千吨)塑性流动成形。锻造可消除铸造缺陷,细化晶粒,并使金属流线沿零件几何轮廓分布,因此强度和导热性能均优于铸造,且可避免挤压的细长比限制。热锻(材料加热再锻)可成形复杂形状,冷锻(室温锻)精度更高。对于散热片,锻造常用于制造高力学要求的散热底座或小型鳍片阵列(如笔记本电脑CPU散热器)。
锻造的局限性在于:难以锻造高而密的鳍片(因为材料无法完全填充窄而深的模腔),通常只适用于鳍片高度小于30mm、厚度大于1.5mm的情况。模具寿命短(尤其冷锻模具易崩裂),单件成本仅次于CNC精密加工。
七、CNC精密加工:精度极限,但成本不适合量产
五轴CNC加工中心可从整块金属中铣削出任意复杂几何的散热器。公差可控制在±0.02mm,表面粗糙度可达Ra0.8。但其材料去除率极低,80%的金属变成碎屑,且单件加工时间长达数小时,成本高到只适用于航空航天、精密测量仪器等不计成本的领域。近年来,随着高速铣削和动态铣削策略的优化,部分小批量高密度散热片开始采用CNC加工,但仍无法取代铲齿的大规模高效生产地位。
八、工艺选型决策矩阵
工艺 鳍片最小厚度 最大细长比 接触热阻 批量经济性 热导率损失(相对基材)
挤压 0.8mm 20:1 零(一体) 极好 0%
铲齿 0.2mm 80:1 零(一体) 中等 0%
插齿 0.3mm 不限 高 好 无,但界面附加
压铸 1.2mm 15:1 零(一体) 好 30-40%(气孔)
锻造 1.5mm 10:1 零(一体) 差 0%
CNC 不限 不限 零(一体) 极差 0%
九、总结与展望
面向未来,单一制造工艺难以满足所有需求。一种新趋势是混合工艺:例如,挤压基板+铲齿鳍片(通过焊接或搅拌摩擦焊连接),或3D打印金属网格作为散热结构(增材制造)。但3D打印目前成本过高,且打印态铝的热导率因孔隙和粗晶而显著降低(仅约120 W/(m·K))。真正的工程智慧在于:根据应用的具体热耗、体积约束、成本和产能目标,选择合适的工艺组合,而非迷信某一种“万能工艺”。
BQUQ是专业金属散热片生产厂家,请发图纸我们,我司在12小时内为你报价