高端五金散热片技术深度解析:材料科学、精密制造与热力学工程的融合创新
一、引言
在芯片制程持续逼近物理极限的今天,半导体器件单位面积热流密度的增长速度正在超越传统散热架构的承载能力。当晶体管密度以摩尔定律的速度攀升时,热管理技术却似乎在以一种完全不同的节奏缓慢演进。这种失衡,正在将“散热”从工程层面的辅助问题,擢升为制约整个电子产业发展的战略瓶颈。
五金散热片——这一看似平凡、被贴上“传统制造”标签的金属制品——正处于这场热管理革命的中心。从消费电子端的智能手机SoC,到工业领域的变频器功率模块,再到AI数据中心中功耗超百千瓦的机柜级热管理,散热片的材料选择、结构设计与制造工艺,无不在深刻地重塑着整个热管理产业链的底层逻辑。本文将从材料科学、制造工艺、热力学设计、热仿真技术、应用场景及市场趋势六个维度,对高端五金散热片技术体系进行系统性的深度解析。
二、材料体系:从单一金属到多材料协同
2.1 导热金属材料的性能谱系
五金散热片的性能根基在于导热材料的选择。在电磁波传播的黄金法则之外,散热工程师遵循着另一套朴实而残酷的物理定律——傅里叶热传导定律。根据该定律,材料的热导率(λ,单位W/(m·K))直接决定了其在单位时间内传递热量的能力。
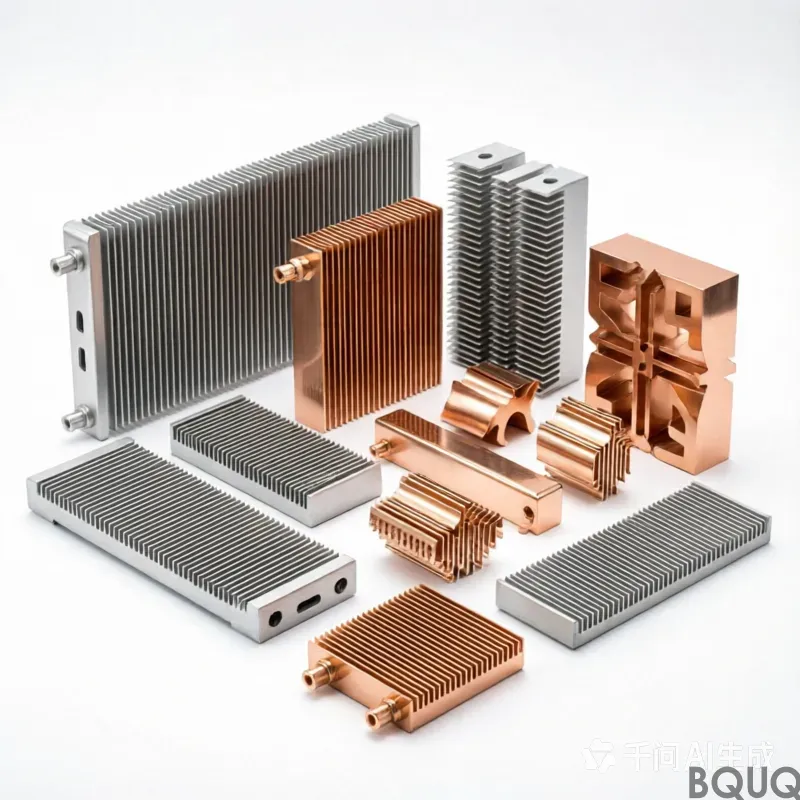
铜与铝构成了五金散热片材料的“双子星”。高纯度铜(工业纯铜)的导热系数约为400 W/(m·K),仅次于银,是导热性能最为突出的工程金属之一。铜的优势不仅在于导热率,更在于其优异的延展性和可焊性——这使得热管、均热板等两相传热器件能够以铜管为腔体实现高效的相变传热循环。然而,铜的密度约8.9 g/cm³,是铝的三倍有余,而且价格显著偏高,更重要的是,在大气环境中铜表面容易氧化形成氧化铜/氧化亚铜层,该氧化层不仅外观变暗,更重要的是其导热率较纯铜骤降一个数量级以上,会显著劣化界面传热效率。
相比之下,铝合金则凭借其综合性价比赢得市场统治地位。6063-T5铝合金在兼顾可挤压成型性和机械强度的同时,导热系数维持在约200237 W/(m·K)的量级。铝的密度仅为2.7 g/cm³,约为铜的三分之一,这一特性使铝合金在移动设备、航空电子和新能源汽车等对重量高度敏感的领域展现出不可替代的优势。表面阳极氧化处理可使其生成的氧化铝膜不仅致密且兼具耐腐蚀性,还能通过特定的黑色氧化工艺将表面热发射率从0.10.2水平提高至0.85以上,提升辐射散热效率。
然而,铝挤压成型的局限性也同样显著:由于铝材在挤压过程中的流动性限制,鳍片厚度与高度之比(即细长比)存在约1:18~1:20的上限,这意味着即使采用最先进的挤压模具,也无法在有限高度内实现无限密集的鳍片排布。
2.2 前沿材料:石墨烯、碳基材料与复合结构
传统金属材料的导热能力正在逼近其物理极限。在此背景下,先进碳基材料脱颖而出。石墨烯的理论面内热导率高达5300 W/(m·K),这一数值约是铜的13倍、铝的20余倍。然而,工程实际中单层石墨烯的大规模制备成本与可靠性挑战,使其当前主要停留在高端旗舰手机和实验室样机层面。在更务实的产业化路径上,石墨烯在“复合材料”形态下已展现出切实的价值。在铝合金散热器中以一定比例掺入石墨烯形成的复合材料,实验数据显示可在同等条件下较纯铝合金多降温3至5℃,且量化生产成本甚至可能低于传统铝合金制品。
人造石墨膜的产业化则更加成熟。通过聚酰亚胺(PI)薄膜高温石墨化制备的石墨散热膜,其面内导热率可达1500 W/(m·K)以上,厚度可薄至0.01mm,目前已广泛应用于智能手机、平板电脑的内部,实现二维平面的快速热扩散。
在实际产品设计中,单一材料往往难以同时满足“高热传导、低界面热阻、轻量化、低成本”的四重要求,因此多材料复合方案正在成为主流方向。铜铝复合散热片——通过在铝挤压型材底座上嵌入铜块或铜底板的嵌铜技术,一方面利用铜的高导热率迅速将芯片尖峰热量从局部扩散至整个底座,另一方面利用铝的轻质和成型灵活性完成大面积散热鳍片的构建,在成本、重量和性能之间达成黄金平衡。
三、精密制造工艺:从“挤出”到“切削”的技术跃迁
散热片的设计价值,本质上体现在其材料的机械分配路径上。同样的材料与设计图纸,经过不同制造工艺的转化,最终的散热性能可能相差30%以上。下面从关键工艺路径逐一梳理。
铝挤压:这是成本最低、应用最广泛的散热片量产方法。将铝合金原锭加热至520~540℃,在高压下使其流经模具钢制成的挤型模具,经出口模孔快速冷却凝固成型,生成连续平行鳍片结构的散热片初胚。优势在于模具成本可控、单件成品成本低、适合大批量生产。然而,如前所述,其细长比受限,使得高功率密度场合难以获得足够的散热面积,在应对高TDP芯片时力不从心。
铲齿切削(又称精密切削或刨削):这是一条在工艺水平上倒逼铝挤压“上限”的技术路径。铲齿工艺采用高精度刨削机械对一整块金属基材进行切削,形成齿间距可小至0.5mm、齿厚薄至0.3mm的超薄鳍片。由于散热鳍片与基板一体成形,不存在任何钎焊或嵌合界面,因此铲齿散热器彻底消除了接触热阻。实测数据显示,同等体积下铲齿散热器的热阻较插齿散热器降低15%至20%,散热面积较传统型材散热器提升3至5倍。目前这项技术已经在5G基站AAU、新能源汽车电控模块以及高功率工业照明等领域得到批量应用。
压铸制造:压铸工艺将铝合金原锭熔解成液态后,以高压高速方式充填入精密金属模具,利用压铸机一次性压铸成型。压铸制程可以做出传统挤压工艺难以加工的复杂三维几何形状(如异形壳体、一体化带有安装孔位和定位凸台的散热结构),而且量产性佳、单件成本可控。但其前期模具开发成本高昂,动辄数十万至数百万元,开发周期也较长,且熔体在填充过程中可能产生气孔、冷隔等铸造缺陷,影响机械强度和局部导热均匀性。
锻造技术:将含铝较高的合金材料通过极高的压力(热锻或冷锻)在模具中压制成型。锻造加工可使散热片材料的内部晶粒组织被压密并定向排列,获得更高的抗拉强度、较小的表面粗糙度以及材料的均一性等优势,产品具有较高高宽比的鳍片结构。然而其模具损耗严重,单位成本远高于挤压工艺,目前主要适用于对力学性能和导热性能有极高要求的特定场景。
CNC精密加工:在精加工环节,CNC五轴加工中心负责完成散热片底平面的研磨抛光、安装螺纹孔的钻削攻丝、以及任意复杂工艺特征的雕刻。其精度可达微米级,平面度可控制在0.1mm以内,齿间距公差可达±0.05mm。但单位时间的材料去除率低,加工成本显著偏高,通常只用于航空航天、精密仪器等小批量、高要求的定制任务。
从产能和成本的角度宏观审视,可以得出大致分层:铝挤型、压铸、插接铆合方案占据低到中等功率密度的主流市场;铲齿切削和锻造方案服务于高功率密度和需要超薄高密度齿群的工业及通信设备;而一体成型CNC精加工则是科研级或尖端军工的“专属配置”。
四、热力学设计:鳍片、热阻、风道与CFD仿真
4.1 散热片的热力学关键参数
任何一块散热片的设计,本质上都是在求解三个相互耦合的传热微分方程:导热(通过金属实体)、对流传热(通过流体介质带走鳍片表面热量)、辐射传热(通常占比较小、约10%~20%)。在这一物理架构中,存在几个决定性能的核心工程参数:
热阻(Rθ,单位℃/W)——这是电子热工程师筛选和设计散热片的“第一性指标”。从芯片结温到环境温度之间的热路径,可用串并联热阻网络来建模。一块优质散热片应使自身的对流传热热阻尽可能降低。在自然冷却条件下,热阻可控制在3℃/W以下;如果配合强制风冷(即风扇),行业先进水平的热阻可达0.5℃/W以内。
鳍片形态参数——高度、厚度、间距、截面形状。如果间距过密,边界层叠覆会抑制空气流动的穿透深度,产生“死气区”降低对流换热系数;如果间距过于稀疏,总散热面积不足。最优间隙的求解高度依赖于气流速度、空气物性与鳍片长度。
4.2 CFD热仿真:从经验设计到精确预测
在过去较长的时期,散热工程师依赖经验公式和库房里的试错验证。然而,随着AI芯片和5G基站的TDP成倍增长,单颗IC功耗已突破了传统风冷方案的一维通道,复杂的三维流场与温度场耦合问题必须依靠计算流体力学(CFD)加以求解。
目前行业应用最广泛的热仿真软件包括:
Ansys Icepak——基于Fluent计算流体力学内核,专为电子热管理设计。其核心优势在于对复杂流场与曲面几何的精确建模能力,以及集成于ANSYS Workbench平台中,可与Mechanical结构分析模块和Maxwell电磁分析模块实现电-热-结构三场多物理场耦合仿真。在汽车电子曲面控制器、不规则航空电子组件的散热分析场景中,Icepak的曲面网格适应能力较结构化网格软件更具精度优势。
Simcenter FloTHERM——作为全球首款电子散热仿真软件,至今拥有约70%的市场占有率。FloTHERM采用专为电子热管理深度优化的CFD求解算法,内置庞大的电子元件模型库(包括芯片封装模型、散热器模型、PCB板模型等),工程师可快速拖拽建模完成从元器件级到系统级的全层级热分析,非常适合消费电子产品的快速热设计迭代。
云道智能伏图——作为纯国产热仿真软件近年来发展迅速,正在加速追赶国际主流工具的仿真精度与易用性。
从实际工程流程来看,典型的设计循环如下:三维CAD机械模型导入 → 边界条件设置(环境温度、芯片热耗、风量风压曲线)→ 网格划分与求解 → 后处理温度云图与流线分析 → 根据仿真结果进行尺寸参数迭代 → 最终得出逼近最优化的鳍片形状和间距配置。
五、新兴应用场景与市场蓝海
5.1 AI数据中心:液冷与高密度金属散热片的融合
AI服务器的机柜级功耗正在指数级攀升。以NVIDIA GB200/GB300 NVL72系统为例,单个机柜的热设计功耗高达130kW~140kW,远超传统风冷散热系统的物理承载极限。针对这一趋势,液冷散热技术开始进入规模化部署轨道。TrendForce数据显示,液冷技术在AI数据中心的渗透率将从2024年的14%大幅攀升至2025年的33%。
然而,“液冷取代一切”的预测过于片面。在冷板式液冷回路中,冷水板(Cold Plate)仍然是铜基或铝基五金散热片实体——它与CPU/GPU芯片之间通过导热界面材料(TIM)接触,冷水板内部则加工出一系列微通道流路,冷却液流经这些流路将热量带走。而更进一步的微通道冷板、两相冷板方案,正是对散热片制造工艺的极限挑战(微米级槽道加工、热界面粘结质量保障等)。液冷的“登台”反而提高了五金散热片的技术门槛。
5.2 5G基站与新能源汽车
5G基站的单站功耗约为4G基站的3至4倍,而5G基站的户外环境、AAU自然散热和无风扇被动散热的要求,对大体积铝合金型材散热器和铲齿散热器的需求激增。截至2025年6月底,国内5G基站总数已达455万个,5G散热需求持续攀升。与此同时,新能源汽车领域中,逆变器中的IGBT功率模块、车载OBC和电机控制器均需高齿密度铝型材散热器提供快速热移除,并配合超薄热界面材料填充有限间隙。
5.3 消费电子:被动散热方案的技术升级
在高性能智能手机领域,被动散热方案正在持续迭代。“VC均热板+石墨散热膜+热界面材料(TIM)”的组合方案已成为旗舰手机的标配。2025年发布的iPhone 17 Pro首次使用了均热板VC,业界预测到2031年全球手机VC销售额将达到27.76亿美元。当VC与石墨膜的方案面临极限时,微泵液冷和热电制冷(TEC)等微型主动散热方案正在积极向轻薄设备渗透。
六、可靠性工程:失效分析与热界面材料(TIM)
可靠性是散热系统设计中最容易被低估却最致命的维度。根据FAE(现场应用工程师)大量案例分析,散热片接触不良或导热界面材料老化,是导致MOSFET功率管温升过高、早期失效的“隐性刺客”。
热界面材料(Thermal Interface Material, TIM)位于发热器件与散热金属底座之间的填充间隙中,排除空气(空气热导率仅约0.026 W/(m·K)),从而大幅降低接触热阻。
在实际工程中,TIM面临两类主要老化失效机理:热循环老化导致材料硬化、弹性丧失;以及在长期冷热交变或高温工况下硅油迁移挥发形成的干裂,热阻加剧增加。一旦TIM性能劣化,芯片结温上升→导通电阻(Rdson)增大→发热更严重→热失控恶性循环便一发不可收拾。
更前沿的解决方案涉及碳基高导热TIM的开发,以及复旦大学等学术机构所研究的加速寿命测试与寿命预测模型方法。国际上的研究也表明,TIM的材料热循环泵出效应是导致长期可靠性下降的核心瓶颈。对于工业级和汽车级产品,在设计阶段必须进行热循环可靠性验证。
七、市场前景与结论
全球热解决方案市场的规模正在迅猛增长。根据专业机构预测,该市场将从2025年的157.6亿美元增长到2026年的170.6亿美元,年复合增长率(CAGR)达到8.2%。到2030年,市场总量预计将达到236亿美元,CAGR进一步扩大至8.5%。驱动这一增长的核心动因包括:芯片功率密度和小型化带来的先进散热需求激增、AI云计算和高性能计算领域对液冷解决方案的广泛接纳、石墨烯和相变材料等新型材料系统进入规模应用,以及预测性热管理和智能散热系统的整合趋势。
五金散热片——这块看似普通的金属组件,正在经历从“配角”到“主引擎”的质变。从铜铝复合材料的微结构设计创新,到铲齿切削工艺突破材料的形态极限,从多物理场仿真赋能精确热设计,再到在AI服务器液冷、5G基站的极限环境中顽强“守住第一道门”——五金散热片技术的未来,已不再是传统制造业的存量守成游戏,而是材料科学与精密制造工程跨越学科边界的新前沿。对于所有决心在下一代电子设备中立足热管理高地的工程团队而言,真正理解并系统性地优化五金散热片技术体系,或许正是那决定热流能否安全地“走出去”的战略第一步。
BQUQ是专业金属散热片生产厂家,请发图纸我们,我司在12小时内为你报价